






如何焊好管道焊縫的焊接?
一、焊前準備
焊接設備:該焊接工作使用國產焊機即可;填充、蓋面使用鼎鼎自動化焊接設備。
焊接材料:根焊焊接母材選擇焊絲,比如304或者316的不銹鋼絲盤。
坡口清理:組對前,首先進行坡口清理。用角向磨光機或電動鋼絲刷清除坡口及正反面邊緣25mm范圍內的油、銹、水及其它污物,直至全部露出金屬光澤。
管口組對:管口組對直接影響根焊質量,必須嚴格按焊接工藝參數進行,控制坡口鈍邊控制在0.5~2.0mm范圍內;因為焊接過程全程為自動化焊接,坡口間隙可以不留。下圖為手工焊接,留了2.5~3mm的間隙。
管口組隊有關參數
管口定位焊:管口定位使用內卡點固,可用8~10個U型卡,均勻對稱分布于管口內,牢固焊接。然后將焊件以斜45°位置固定在焊架上。
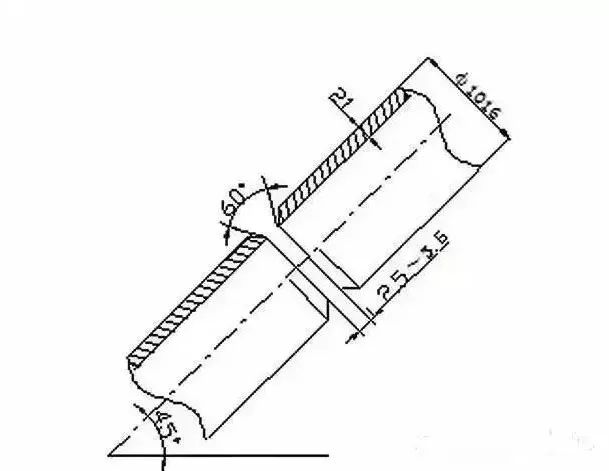
傾角示意圖
二、施焊
01選擇焊接工藝參數
焊接工藝參數是指導焊接操作的重要依據,從根焊打底,到填充、蓋面焊,都必須守焊接工藝規程,嚴格控制焊接工藝參數。
02根焊
焊前預熱:X70鋼級較高,有較強的裂紋傾向,根焊前必須進行預熱,將坡口及周圍加熱到80~120℃,方可進行根焊。
根焊:又稱打底,一般科自融母材不需填絲。通常高溫高壓的管道焊接必須要通過一級或者二級的探傷實驗,這就必須焊道內部需要充氬氣保護,以便達到單面焊接雙面成型,這個需要足夠的經驗,面對各種材質、尺寸的管道件調出相應的打底焊接參數,該設備具有相應的經驗數據,可隨機存儲焊接工藝達百套,焊接可實現一鍵操作。
采用短弧操作,防止產生氣孔,利于坡口根部熔透,防止產生未焊透和未熔合,同時要防止產生內凹和塌陷,并做到更換焊條時接頭處飽滿。
根焊焊完后,應徹底清除表面熔渣和飛濺,尤其是焊縫與坡口表面交界處應清理干凈,避免在下層焊道焊接時產生夾渣。
03填充焊
X70級鋼材有一定的裂紋傾向,為防止產生裂紋,必須保證層間溫度達到80℃以上,冬季焊接施工必須采取適當的加熱措施。根焊完成后,應立即進行焊層清理,緊接著進行熱焊層及填充層的焊接;填充層的焊接缺陷主要為氣孔、夾渣和未熔合。填充焊時保持短弧焊接;采用直線運條或稍作擺動;自上而下不斷調整焊槍傾角。
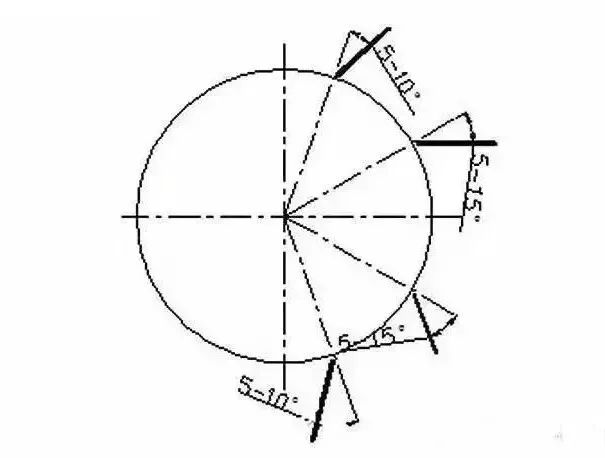
焊絲保持如圖2所示角度;每層焊接完畢,必須先用磨光機或電動鋼絲刷將熔渣清理干凈,再焊下一層;填充層較寬時,可用排焊,要先排下道再排上道,依次往上,如圖3所示,焊道要求均勻、飽滿,兩側熔合良好。
特別應該注意,填充焊最后一層時,不能破壞坡口邊緣,保證蓋面層坡口輪廓分明(如圖3所示),為蓋面焊控制熔寬提供參照。

填充層焊道順序
04蓋面
蓋面焊應該做到焊縫外觀尺寸合格,無焊接缺陷,成型美觀,是焊口的最后一道工序,也是關鍵工序。
斜45℃管口蓋面焊,有突出的難點,外觀容易出現咬邊和焊縫超高的缺陷,焊道之間容易出現溝槽,必須采用適當的工藝方法
嚴格按工藝參數要求,采用直線稍加擺動運條,擺動幅度要適當,熔化兩側坡口邊緣1.5mm~2mm為宜,采用擺動運條,有利于氣體析出和熔渣上浮,可防止氣孔和夾渣產生;
施焊時宜要先排上道,再排下道,如圖4所示,這樣不僅可適當減少排焊道數,且易于控制焊縫咬邊、焊道超高及焊道之間出現溝槽等現象,焊道之間過渡平緩,成型美觀,利于提高焊縫質量和效率。

蓋面層焊道示意
文章來源網絡旨在學習分享,如有侵權聯系刪除
