






熔池的溫度如何控制才能焊出漂亮的焊縫?
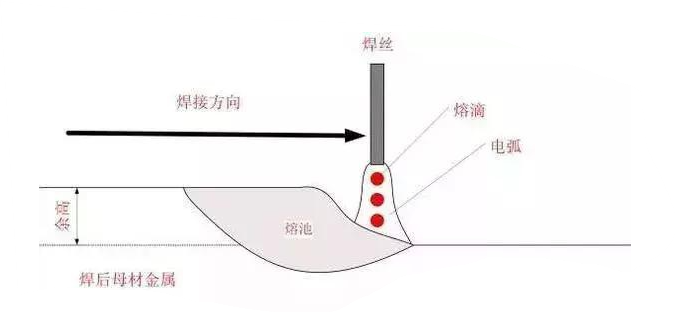
熔池是指因焊弧熱而熔化成池狀的母材部分,熔焊時(shí)焊件上所形成的具有一定幾何形狀的液態(tài)金屬部分叫做熔池。
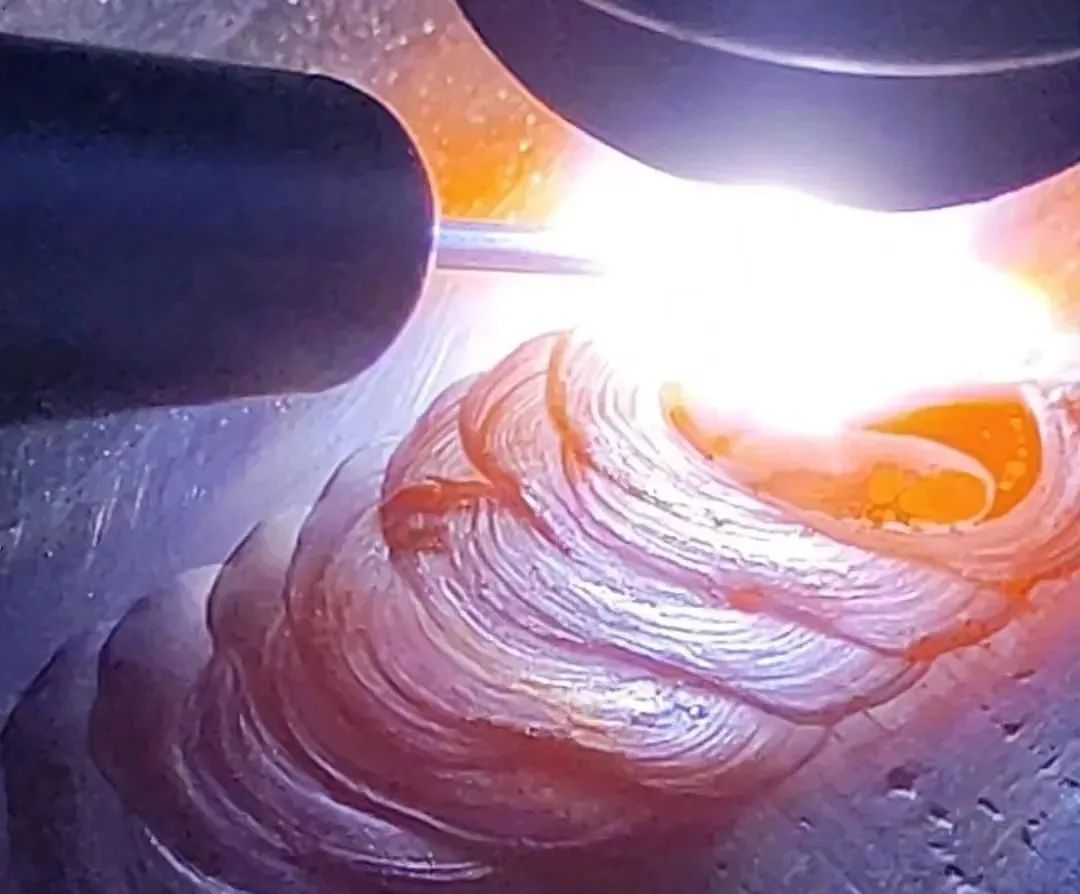
1、熔池常見(jiàn)狀態(tài)
中液體金屬的溫度比一般澆注鋼水的溫度高得多,過(guò)渡熔滴的平均溫度約在2300℃左右,熔池平均溫度在1700℃左右,最高可達(dá)2900多度,所以熔池中的液體金屬處于過(guò)熱狀態(tài)。
在焊接操作時(shí),經(jīng)常出現(xiàn)焊瘤、燒穿、未焊透,內(nèi)凹、夾渣,成形不良等缺陷,分析產(chǎn)生這些缺陷的原因,主要是在焊接操作過(guò)程中,不善于觀察熔池溫度的變化,沒(méi)有有效地控制熔池的溫度而產(chǎn)生上述缺陷。
2、熔池溫度
直接影響焊接質(zhì)量,熔池溫度高、熔池較大、鐵水流動(dòng)性好,易于熔合,但過(guò)高時(shí),鐵水易下淌,單面焊雙面成形的背面易燒穿,形成焊瘤,成形也難控制,且接頭塑性下降,彎曲易開(kāi)裂。
熔池溫度低時(shí),熔池較小,鐵水較暗,流動(dòng)性差,易產(chǎn)生未焊透,未熔合,夾渣等缺陷。
熔焊時(shí),流經(jīng)焊件回來(lái)的電流就稱作焊接電流。焊條直徑則是指填充金屬棒的斷面尺寸。

3、電流決定
電流太小,很難引弧,焊條容易粘在焊件上,魚(yú)鱗紋粗,兩側(cè)融合不好;電流太大,焊接時(shí)飛濺和煙霧大,焊條發(fā)紅,熔池表面很亮,容易燒穿、咬邊;
電流合適,容易引燃且電弧穩(wěn)定,飛濺很小,能聽(tīng)到均勻的劈啪聲,焊縫兩側(cè)圓滑的過(guò)渡到母材,表面魚(yú)鱗紋很細(xì),焊渣容易敲掉。而在其應(yīng)用方面,又有著復(fù)雜的關(guān)系。
在立、橫、仰位時(shí),電流都相應(yīng)的較平焊時(shí)要小,電流通常應(yīng)比平焊小10%左右。同樣,在立、橫、仰位時(shí),焊條的直徑也通常較平焊時(shí)要小。

聯(lián)系方式 公司電話:0531-88873098 售前熱線:15615715733 售后電話:18560013326 E ma i l : ludingweld@ludingweld.com 公司地址:山東省濟(jì)南市歷城區(qū)科遠(yuǎn)路803號(hào) 郵編編碼:250101 | 
關(guān)注官方微信公眾號(hào) |