






鎢極氬弧焊(TIG)工藝的這些禁忌你清楚嗎?
直流鎢極氬弧焊時陽極的發熱量遠大于陰極,所以用直流正接(工件接正)焊接時,鎢極因發熱量小不易過熱,同樣直徑的鎢極可以采用較大電流。此時,工件發熱量大,熔深也大,生產率高,鎢極熱電子發射能力比工件強,使電弧穩定而集中。因此,大多數金屬(除鋁、鎂及其合金外)宜采用直流正接焊接。
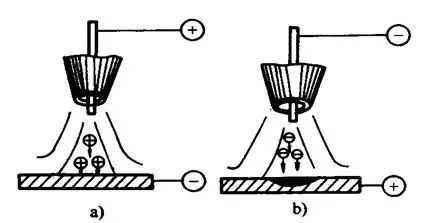
a)為直流反接 b)直流正接
1、矩形波交流鎢極氬弧焊負半波通電時間比例忌過大
矩形波交流鎢極氬弧焊可通過改變正負半波通電時間的比例來一致直流分量和調節陰極清理作用的強弱,但應根據焊接條件選擇適當的最小的比例,使其既可滿足清理氧化膜的需要,又能獲得最大熔深和最小的鎢極損耗。比例過大雖可獲得較輕的陰極清理作用,但會使鎢極燒損嚴重,熔池變得淺而寬,對焊接不利。
2、焊接電流過大時忌采用尖錐角鎢極
焊接電流較大時使用細直徑尖錐角鎢極,會使電流密度過大,造成鎢極末端過熱熔化并增加燒損。同時,電弧半點也會擴展到鎢極末端錐面上,使弧柱明顯擴展、飄蕩不穩,影響焊縫成型。因此,自大電流焊接時應選用直徑較粗的鎢極,并將其末端磨成鈍錐角或待用平頂的錐形。

金魯鼎氬弧管道自動焊接機
3、氣體流量和噴嘴直徑忌超過應有范圍
在一定條件下,氣體流量和噴嘴直徑有一個最佳配合范圍。對手工氬弧焊而言,當流量為5-25L/min時其對應的噴嘴口徑為5-20mm。在此范圍內,氣流過小或噴嘴口徑過大,會使氣流挺度差,排除周圍空氣的能力弱,保護效果不佳;若氣流太大或噴嘴直徑過小,會因氣流速度過高而形成紊流,這樣不僅縮小了保護范圍,還會使空氣卷入,降低保護效果。

圖片
4、氣體保護焊忌采用過大的焊速
焊接速度的大小主要由工件厚度決定,并和焊接電流、預熱溫度等配合,以保證獲得所需的熔深和熔寬。但在高速自動焊時,還要考慮焊接速度對氣體保護效果的影響,不宜采用過大的焊接速度。因為焊接速度過大,保護氣流嚴重偏后,可能是鎢極端部、弧柱和熔池暴露在空氣中,從而影響保護效果。
5、噴嘴到工件的距離忌過大或過小
噴嘴到工件的距離體現了電極外伸長度和弧度的相對長短。在電極外伸長度不變時,改變噴嘴到工件的距離,既改變了弧長的大小,又改變了氣體保護的狀態。若噴嘴到工件的距離拉大,則電弧的錐形地面將變大,氣體保護效果將大受影響。但距離太近,不僅會影響視線,且容易使鎢絲與熔池接觸,產生夾鎢缺陷。一般噴嘴頂部與工件的距離在8-14mm之間
6、鎢極氬弧焊忌采用接觸引弧方法
接觸引弧,即將鎢極末端與焊件直接短路,然后迅速拉開而引燃電弧。這種引弧方法可靠性差,鎢極容易燒損,混入焊縫中的金屬鎢又會造成“夾鎢”缺陷。因此,接觸引弧有很多弊端,不易采用。
7、氬弧焊接忌采用簡易焊接流程
焊接流程過于簡單,易產生明顯的焊縫凹陷、氣孔和裂紋缺陷,對熱裂紋傾向較大的材料更甚。正常的焊接流程應該是在氬氣保護自愛進行引弧和收弧,以免鎢極和焊縫金屬氧化,影響焊縫質量。同時,采用電流衰減的方法減少焊接電流,通過逐步減少熔池的熱輸入來防止產生裂紋。

金魯鼎氬弧管道自動焊接機
8、平焊時焊槍忌跳躍式運動
平焊是較容易掌握的一種焊接位置,適于手工焊和自動焊。焊接時鎢極與工件的位置要準確,焊槍角度要適當,要特別注意電弧的穩定性和焊槍移動速度的均勻性,以確保焊縫的熔深、熔寬均勻一致。手工焊時宜采用左向焊法,焊槍做均勻的直線運動。為了獲得一定的熔寬,焊槍允許橫的擺動,但不宜跳動。填充絲的直徑一般不超過3mm。
9、熱絲鎢極氬弧焊忌使用鋁、銅焊絲
利用附加電源在焊絲前段產生的電阻熱可將焊絲加熱至預定溫度,從而提高焊接的熔敷速度。但對于鋁和銅,由于電阻率小,要求很大的加熱電源,從而造成過大的電弧磁偏吹和熔化不均勻,所以熱絲焊接不易采用鋁、銅焊絲。
聲明
